

中厚板折弯加工工艺的运用及发展趋势
大家一般界定的中厚板产品所说的料厚,一般为4~15mm。针对商用汽车公司而言,窗框类中厚板生产加工关键分成下面几类:冷拔.数控机床冲孔机.冲压模具.折弯生产加工及下料切割等,在其中中厚板折弯加工工艺已使用很多年趋向完善,而且依据领域的进步慢慢向着自动化技术.智能化系统.智能化方位发展趋势,早已涌现了非常多的折弯新型模具设计.加工工艺方式.检验方式。与传统式折弯方式比照,不论是在高效率.精度,或是实际操作难度系数.劳动效率.制造成本等层面,均拥有非常大的提升。对比别的制作工艺,折弯加工工艺生产现场管理周期时间短.低成本,因其软性生产加工特性被各公司亲睐,能够预料,这类软性制作工艺将获得不断发展趋势和运用。
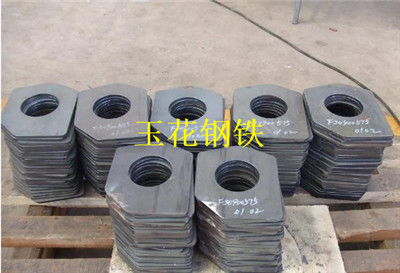
中厚板折弯就是指更改板才或零件视角的生产加工,如将板才卷成V形.L形等。现阶段大家的窗框类折弯商品,比如如图所示1所显示窗框联接板关键使用的是折弯机械加工,大家关键商品里V形.L形的厚钢板联接板占多数,材料以500L较为普遍,抗压强度广泛在500~750MPa中间,而中厚板由于材料及料厚特性,一般制品净重在10~35kg,制品板宽.长短也是依据各企业设计产品而转变颇多,这对生产加工高效率.成本费包含员工的劳动效率都是有极大挑戰。许多零件是安装件及联接件,对零件精度有较高规定,因而在初期的折弯加工工艺排列都必须进行考虑到。
折弯件品质规定
折弯件有V形,U形,Z形以及他较比较复杂的折弯样子。大家一般遵循下列规定:
⑴折弯零件各一部分规格.视角.平行度精度。
⑵折弯零件孔的对称度性。
⑶折弯后的零件不应该有涨缩或歪曲松筋状况。
⑷折弯零件表层应无显著刮痕.折弯压印状况。




 18937161776
18937161776  二维码
二维码